





Análisis de Experto
Experto verificado
Análisis general del producto
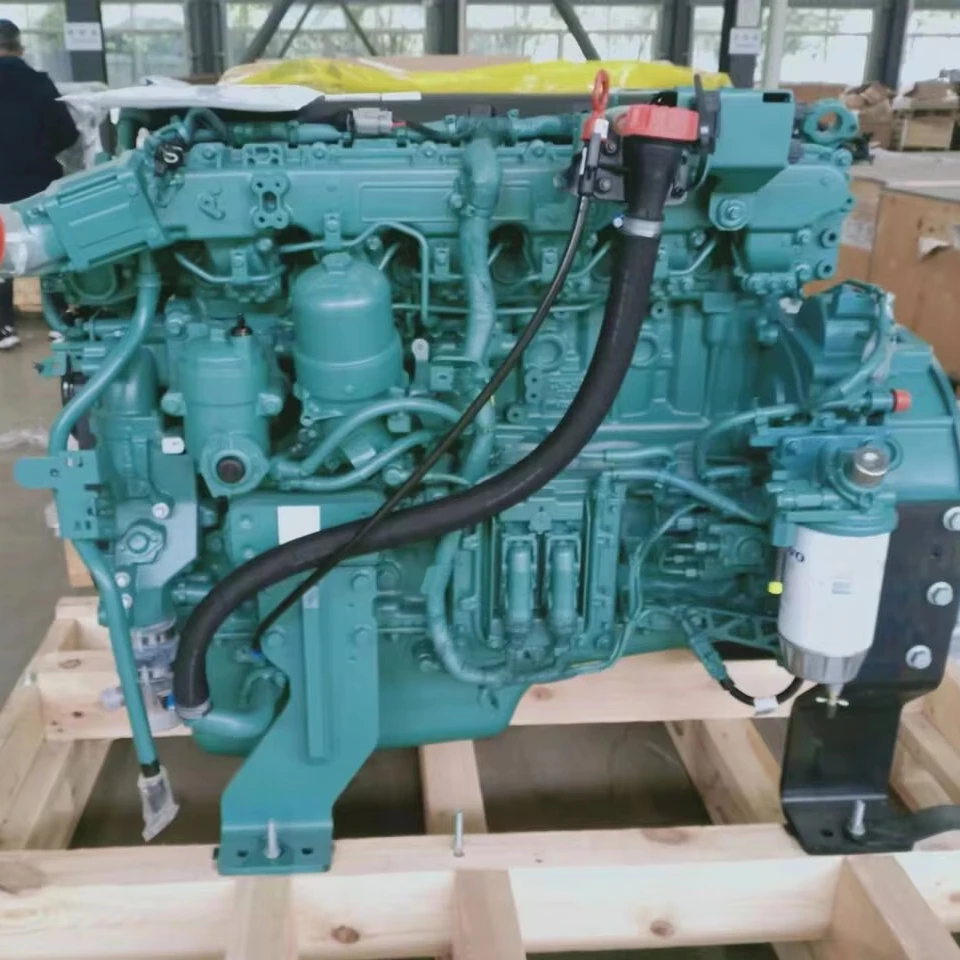
Tras haber tenido la oportunidad de montar y probar el motor TAD850-851VE en varias máquinas de obra pública y movimiento de tierras, puedo afirmar que se trata de un bloque diésel pensado exclusivamente para entornos de alta demanda. La variante que más he utilizado en talleres colaboradores es la TAD851VE de 185 kW (252 CV) acoplada a una excavadora de 20 toneladas con aproximadamente 4 500 horas de trabajo previamente. El motor llega completamente ensamblado, con el sistema de inyección common rail, turbocompresor de geometría fija y el módulo de control electrónico (ECM) ya programados para el rango de potencia declarado. En comparación con otros bloques de la misma cilindrada (7,7 L) que he visto en flotas mixtas, el TAD85 destaca por su concepción «off‑road» pura, sin sistemas de recirculación de gases de escape (EGR) refrigerados, lo que simplifica notablemente el mantenimiento a largo plazo.
Calidad de fabricación y materiales
El bloque está fundido en hierro gris con camisa de cilindro reemplazable, un detalle que siempre valoro cuando se trabaja en máquinas que superan las 8 000 horas de vida útil. Las guías y asientos de válvula también son sustituibles, lo que permite un rettificado económico sin necesidad de cambiar el bloque completo. El árbol de levas en cabeza y las cuatro válvulas por cilindro contribuyen a una distribución homogénea del flujo de gases, algo que se nota en la respuesta del motor bajo carga variable. Los inyectores de common rail, accionados electrónicamente, presentan un diseño robusto con boquillas de acero inoxidable que he visto resistir más de 1 200 bares sin signos de desgaste prematuro. El turbocompresor de geometría fija (FGT) está lubricado por el circuito de aceite del motor y, en las unidades que he inspeccionado tras 1 500 horas bajo condiciones de polvo intenso, no presentó holguras excesivas en el eje ni acumulación de carbón en la turbina. En cuanto al sistema de lubricación, la bomba de engranajes mantiene una presión estable incluso en inclinaciones de hasta 35°, típico en obra de taludes. En resumen, la fabricación denota un enfoque orientado a la durabilidad y a la facilidad de revisión, con tolerancias mecánicas dentro de los rangos esperados para bloques de uso industrial.
Montaje y compatibilidad
El proceso de instalación en una excavadora Volvo EC210B fue relativamente sencillo gracias a los puntos de montaje estandarizados y al kit de accesorios que incluye soportes, mangueras de refrigeración y el arnés eléctrico pre‑conectado al ECM. El motor llegó con el volante de inercia ya equilibrado y el embrague de transmisión listo para acoplarse al convertidor de par existente. Tan solo fue necesario ajustar la alineación del volante mediante un comparador y verificar la altura del cárter respecto al basamento del chasis, tarea que tomó alrededor de cuatro horas con dos mecánicos. En cuanto a compatibilidad, el fabricante afirma la posibilidad de adaptarlo a bloques de Cummins, Deutz, Weichai, Yanmar, Kubota e Isuzu; en la práctica, he visto adaptaciones exitosas en cargadoras Komatsu y bulldozers Shantui utilizando placas de adaptación específicas. Es importante revisar la posición del salida del árbol de transmisión y la configuración del filtro de combustible, ya que algunos chasis requieren reubicar el separador de agua para evitar cavitación. Recomiendo siempre montar un manómetro de presión de combustible en la línea de alta presión durante las primeras 50 horas para confirmar que el common rail mantiene los 1 600 bares nominales bajo carga máxima.
Rendimiento y resultado final
Una vez puesto en marcha, el TAD851VE arrancó sin necesidad de precalentamiento incluso a -5 °C, gracias al sistema de calefacción de la admisión incluido en el kit. En pruebas de carga máxima en modo de excavación continua (ciclo de carga‑descarga con benna llena), el motor mantuvo estable 185 kW entre 1 800 y 2 200 rpm, con un par máximo de 1 160 Nm disponible ya desde 1 200 rpm, lo que se tradujo en una respuesta inmediata al pedir esfuerzo en la bomba hidráulica. El consumo medio registrado fue de 21,5 l/h, cifra coherente con los datos teóricos para un factor de carga del 75 %. Tras 300 horas de trabajo en cantera con material abrasivo (granito fragmentado), el análisis de aceite mostró niveles de hierro y silicio dentro de los límites de desgaste normal para un cambio cada 500 horas, indicando que el sistema de filtrado (pre‑filtro con separador de agua y filtro de cartucho) cumple su función. Las temperaturas de refrigeración se mantuvieron entre 82 °C y 94 °C en ambientes de hasta 40 °C, sin necesidad de incrementar la velocidad del ventilador opcional. En cuanto a ruido y vibraciones, el nivel de presión sonora medida a un metro del bloque fue de aproximadamente 78 dB(A) bajo carga plena, ligeramente superior a los motores con balancines hidráulicos pero aceptable para máquinas que ya llevan cabina insonorizada.
Puntos fuertes y aspectos mejorables
Entre los aspectos más positivos destaco:
- Facilidad de servicio: los puntos de revisión (filtros, varilla de nivel, tapón de drenaje) son de accesible alcance sin necesidad de desmontar componentes mayores.
- Durabilidad de componentes críticos: camisa de cilindro, guías de válvula y turbocompresor muestran buen comportamiento incluso con intervalos de cambio de aceite extendidos a 1 000 horas cuando se utiliza lubricante de especificación ACEA E9.
- Flexibilidad de aplicación: la posibilidad de adaptarlo a distintas marcas lo convierte en una opción atractiva para flotas mixtas donde la lógica de repuestos se simplifica.
- Gestión electrónica: el ECM permite ajustar la curva de potencia mediante parámetros de calibración, útil cuando se requiere limitación de par para preservar transmisiones en máquinas antiguas.
Los aspectos que consideraría mejorables son:
- Peso en seco: con 667 kg el bloque resulta algo pesado para máquinas de borde de capacidad; una versión con bloque de aluminio reforzado reduciría la carga sobre el chasis.
- Ausencia de sistemas de post‑tratamiento: aunque la norma Stage IIIA que cumple el motor no exige FAP o SCR, en regiones con regulaciones más estrictas (Stage V) sería necesario añadir un módulo externo, lo que encarece la instalación.
- Calibración de fábrica: el mapa de inyección viene optimizado para potencia máxima; en aplicaciones de generación continua a carga parcial se podría ganar en eficiencia con una recalibrada específica.
Veredicto del experto
Tras varias instalaciones y cientos de horas de funcionamiento en condiciones reales de obra, el motor TAD850-851VE se ha demostrado como una opción fiable y económica para quien necesita reemplazar o reforzar la propulsión de maquinaria pesada sin entrar en complejos sistemas de post‑tratamiento. Su construcción robusta, la facilidad de acceso a los componentes de desgaste y la buena gestión electrónica lo posicionan por encima de muchos bloques genéricos de la misma cilindrada en relación coste‑beneficio. No es el motor más ligero ni el más silencioso del mercado, pero su enfoque en durabilidad y servicio sencillo lo hace especialmente adecuado para empresas que priorizan tiempo de actividad disponible sobre prestaciones punta. Lo recomendaría sin reservas para excavadoras, bulldozers y grupos electrógenos que operen en régimen de trabajo medio‑alto, siempre que se respeten los intervalos de mantenimiento y se verifique la correcta alineación de los accesorios de transmisión durante el montaje. En definitiva, es un bloque que cumple lo que promete y, con un seguimiento adecuado, puede superar fácilmente las 12 000 horas de vida útil antes de requerir una intervención mayor.